Hot Tapping
Safely tie into a pressurized system while under full operating conditions
Hot Taps can be performed on most any type of pipe, ranging from carbon steel to PVC. Taps are done on lines containing water, oil, gases, fuels, steam, and many other chemicals. Pressures up to 1440 psig at 100º can be Hot Tapped safely with no interruption of service.
CMLC, PCCP, SCCP, RCP Pipe
Steel Cylinder
Carbon Steel
Ductile Iron
Cast Iron
Copper
PVC
Transite (AC pipe)
Sewage
Crude Oil
Gasoline
Water
Steam
Natural Gas
Wastewater
Koppl Hot Tap Fittings For Steel Pipe
Used for making hot tap connections into a live line.
Sizes available for 3” and larger for size-on-size and reducing outlets.
Can be made to fit any diameter, including flat plate installations.
Standard ANSI 150# Flanges used, with optional 300# Flanges available
Standard & Cement Lined Nozzles
RN – Standard Nozzle
RN-100 – Standard Nozzle with Collar Plates
RN-120 – Standard Nozzle with Full Wrap Plates
CN – Cement Lined Plain
CN-100 – Cement Lined with Collar Plates
CN-120 – Cement Lined with Full Wrap Plates
Full port inside diameter for maximum flow.
Pre-contoured for easy field fit-up.
Optional Test Ports available.
Hot Tapping Machine Accessories
Carbide and High Speed Steel Hole Saws
Authorized Relton Distributor for HSS and Carbide Hole Saws
Epoxy Coated Bolt-on Saddles (Mechanical Joint or Single O-Ring Type)
Stainless Steel Tapping Saddles
Custom Bolting Options
Hot Tapping Fittings for HDPE
We supply fittings made for hot tapping into HDPE lines.
Products Supplied By Koppl
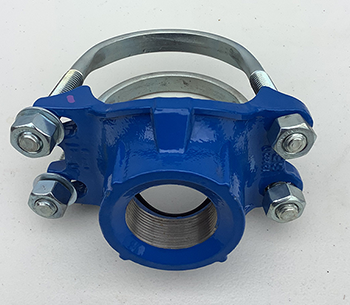
Ductile Iron Double Strap Service Saddle
Bronze Double Strap Service Saddle
All Stainless Steel Tapping Saddle for Copper Pipe
The latest technology in coupon retention
At Koppl, we use the latest technology in coupon retention. When a Hot Tap is performed, the double wired pilot drill retains the coupon and it is recovered when the Hot Tap is completed. (Figure 1 )
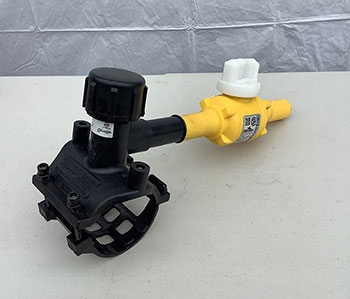
Typical Hot Tap installation consists of a tapping saddle, gate valve, and Hot Tapping Machine. The installation is tested, the valve is opened, and the cutter and pilot drill advanced. When the cut is completed, the cutter and pilot drill are retracted, the valve is closed and the Hot Tap Machine removed. (Figure 2)
Adding new connections to your piping is not the only use for Hot Taps.
Below are examples of other uses:
Product Sampling Point
Flow Meter Installation
Thermo-well Sensor Installation
Draining of pipelines
Pressure Control Switch Installation
Inspection of a pipeline
Determine product in a pipeline
Air Relief Point
Koppl Pipeline Services has the ability to tie into your system in many different ways. Angle taps, valveless connections, long travel taps, and other methods are available to complete your connection in the most efficient manner possible.
This is the typical configuration for a Hot Tap performed at an angle. An angle block is used as a guide for our pilot drill and is welded dead center of the tapping outlet. (Figure 1)
Figure 1
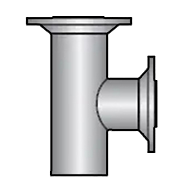
Side Out Fitting installation. This fitting is used when valves are not required at the point of connection. A temporary valve is used to make the Hot Tap, then removed. All this accomplished with no interruption of service. (Figure 2)
Figure 2
Hot Taps are being used for a bypass connection during a line stop operation. Flow continues in the pipeline while necessary modifications are made. (Figure 3)
Figure 3
The Basics
Hot Tapping is the ability to safely tie into a pressurized system while it is on stream and under pressure. Typical connections consist of a tapping fitting, isolation valve, and hot tapping machine. (Figure 1 )
The hole saw is advanced through the valve, to the pipe. The machine is engaged and the cut begins. When the cut is finished, the machine is disengaged and retracted beyond the gate of the valve. The valve is closed and the machine is removed.
The coupon is retained by using a wired pilot drill. The wire on the pilot toggles, thus catching the coupon and preventing it from falling off. (Figure 2)
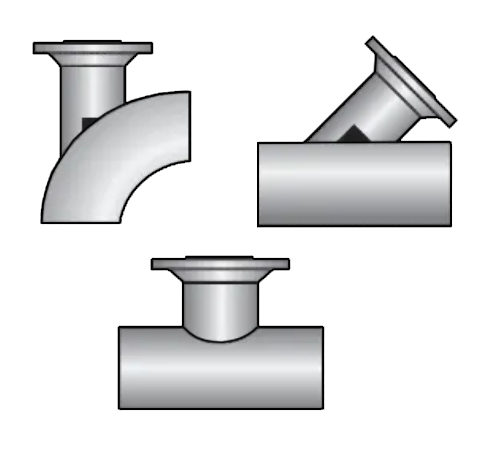
Elbow taps, angle taps, and taps perpendicular to the pipe are all feasible means of connecting to your existing pipeline system. (Figure 3)
Contact
Contact your local Koppl Pipeline Services representative.
A jobsite visit can be scheduled to determine the best method of completing your hot tap at your particular location.